This Cut Parameters tab is similar for the Mill operations listed below. It allows you to define the cut parameters for the current Profiling operation. You can set Global Parameters, Cut Direction and the Stepover Distance via this tab of the operation dialog. The Global Parameters section allows you to set the tolerance value to be used in machining. A uniform thickness or stock that needs to be left around the part can also be specified here. Refer to each option below.
 Cut Parameters tab, Profiling Operations |
The Global Parameters section allows you to set the tolerance value to be used in machining. A uniform thickness or stock that needs to be left around the part can be specified here. Tolerance This is the allowable deviation from the actual part geometry plus the Stock allowance (if any). In 2 Axis methods, this Tolerance is applied to XY motions only.  Tolerance
Stock This is the thickness of the layer that will remain on top of the part after the toolpath is complete. Roughing operations generally leave a thin layer of stock. For finishing operations this value is zero.  Stock Compensation This enables cutter compensation. The compensation direction, left or right, is determined by the Cut Direction selected (Climb or Conventional). |
Climb (Down Cut) Select Climb (Down Cut) and the tool will be maintained in a downward motion into the stock. ") Climb (Down Cut) Conventional (Up Cut) Select Conventional (Up Cut) and the direction of the tool will be maintained in an upward motion out of the stock. ") Conventional (Up Cut) Mixed Select Mixed and the direction of cutting is alternated between each parallel plane. This is a mixture of both Climb and Conventional cutting of the stock.  Mixed
For Z Level Cuts:
|
 One of the basic concepts to understand in any milling operation is
One of the basic concepts to understand in any milling operation is 

Check this box to move the cut start point to the mid-point of the longest side of a closed curve.  Use Midpoint of Longest Curve |
|





This is how wide your cut should be. The Step/Cut determines your stepover. For example if Total Cut Width is set to 1.0 and Step/Cut is set to 0.25, there will be 4 passes created.  Total Cut Width This will determine the stepover for each cutting pass beginning at your total cut width and ending at your control geometry. Total Cut Width
|
Check the Corner Cleanup box to automatically detect corners that the tool could not reach between each pass. The system will then add a toolpath based on the uncut area detected. |
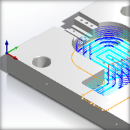
With this parameter checked, the cutter will not violate any of the selected control geometry. This option only works with closed curves as shown in the illustration below.
|

