The following Cut Parameters tab allows you to define the cut parameters for the current 2½ Axis V-Carve Roughing operation; similar to the Pocketing operation Cut Parameters. You can set Global Parameters, Cut Direction and the Stepover Distance via this tab of the operation dialog.
The Global Parameters section allows you to set the tolerance value to be used in machining. A uniform thickness or stock that needs to be left around the part can also be specified here. Refer to each option below.
 Dialog Box: 2½ Axis V-Carve Roughing |
The Global Parameters section allows you to set the tolerance value to be used in machining. A uniform thickness or stock that needs to be left around the part can be specified here. Tolerance This is the allowable deviation from the actual part geometry plus the Stock allowance (if any). In 2 Axis methods, this Tolerance is applied to XY motions only.  Tolerance
Stock This is the thickness of the layer that will remain on top of the part after the toolpath is complete. Roughing operations generally leave a thin layer of stock. For finishing operations this value is zero.  Stock Compensation This enables cutter compensation. The compensation direction, left or right, is determined by the Cut Direction selected (Climb or Conventional). |
This represents the Taper angle (included angle) of the V-bit that would be used after the roughing operation is generated. A Flat End Mill is used for V-Carve Roughing toolpath. |
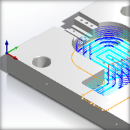
The Cut Pattern section allows you to define the type of cut pattern that the tool will follow when it is at each Z level. Currently you can choose from the following cut patterns: Select Offset and the tool will traverse in successive uniform offsets of the part shape starting from the Inside or Outside depending on the Start Point selection.
Select Linear and the tool will traverse in a Linear cut beginning at the Top or Bottom depending on the Start Point selection.  Linear Select Circular Spiral and the tool will follow a circular path starting from the Inside or Outside depending on the Start Point selection.  Spiral Cut Pattern Select Radial and the tool will cut in a radial pattern starting from the Inside or Outside depending on the Start Point selection.  Radial |


Select Climb (Down Cut) and the tool will be maintained in a downward motion into the stock. ") Climb (Down Cut) Select Conventional (Up Cut) and the direction of the tool will be maintained in an upward motion out of the stock. ") Conventional (Up Cut) Select Mixed and the direction of cutting is alternated between each parallel plane. This is a mixture of both Climb and Conventional cutting of the stock.  Mixed
Specify the Angle of Cuts (0-360) measured from the X Axis. This additional parameter is available for some operations when a linear cut pattern is used.
|
 One of the basic concepts to understand in any milling operation is
One of the basic concepts to understand in any milling operation is 
Select this option if you want the starting locating for the cut pattern to begin at the bottom of the cut pattern (i.e., min Y).  Start at Bottom |
Specify the stepover distance for the current operation as a percentage of the active tool diameter (% Tool Dia) and then enter the percentage value.  % Tool Dia. Specify the stepover for the current operation as an exact Distance and then enter the distance value in the field provided. Distance |
Automatically detect corners that the tool could not reach between cut level and add a toolpath based on the uncut area detected. Either Linear or Offset cut patterns are used in these areas.
|

