The following Feeds & Speeds tab is displayed for all 4 Axis Mill operations. It allows you to select the appropriate Feeds & Speeds for the current Mill operation. In this tab, Spindle Parameters and Feed Rates can be specified. Speeds & Feeds can also be loaded from a File or from the Tool.
|

 Feeds & Speeds tab, All 4 Axis Operations |
These parameters refer to the spindle on your machine. Spindle Speed This is the rotational Speed (S) of the milling spindle expressed in RPM. Spindle Direction (CW) This sets the spindle rotation to be Clockwise (CW). Spindle Direction (CCW) This sets the spindle rotation Direction to be Counter Clockwise (CCW). |
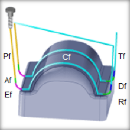
These are the feedrates (in Units/Min) that will be applied to the current toolpath operation. If the values are currently populated from your Tool definition (Load from Tool), Feeds & Speeds table (Load from File) or from your Knowledge Base, you can override them for this operation. Plunge (Pf) This is the rate is the feed before the tool starts to engage in material. This is always vertical. Approach (Af) This is the Approach (Af) feedrate (in Units/Min) used to prepare the cutter just before it starts to Engage into material for cutting. Approach motions are dependent on the method of machining. Engage (Ef) This is the Engage (Ef) feedrate (in Units/Min) used when the tool is Engaging the material just prior to cutting. Cut (Cf) This is the Cut (Cf) feedrate (in Units/Min) used when the tool is Cutting material. Retract (Rf) This is the Retract (Rf) feedrate (in Units/Min), when the tool is performing a Retract move away from material. Departure (Df) The is the feedrate (in Units/Min), when the tool Departs from the material. Transfer (Tf) Use Rapid This is the Transfer (Tf) feedrate (in Units/Min) used for Transfer motions. If you select Use Rapid the posted G-Code will output a rapid motion (G0) with no feed rate. Note: For more accurate machining time estimates, use the Set option and enter the feed rate to use. Note: Rapid motions in all indexed operations are converted to federate motions when the setup is not aligned with the machine Z. This is done only when in the Machine Tool Setup, a head configuration is defined and the option Output all coordinates in local Setup Coordinate System is NOT checked. Transfer (Tf) Set This is the Transfer (Tf) feedrate (in Units/Min) used for Transfer motions. Select Set to enter an actual feedrate value for rapid motions (G0). This is only used for calculating the estimated machining time. |
This section of the dialog allows you to specify Feed Rate Reduction Factors for specific tool motions. Plunge between levels This is a percentage of the Cut (Cf) feedrate to use when the tool is plunging between Z levels. First XY Pass This is a percentage of the Cut (Cf) feedrate to use on the first XY cut motion when the toolpath uses the full width of the cutter. Bottom Z Level This is the percentage of the Cut (Cf) feedrate that will be applied to the last (bottom most) level of the toolpath operation. For example in Pocketing, it refers to the floor of the pocket. In Profiling it refers to the bottom level of the profile cut. |
Here you can override the Coolant that is specified by the Tool. Coolant can be set to Flood, Mist, Through or Air Through. Coolant codes are defined in the post processor generator under Misc tab. Coolant Off is also supported as a variable that can be added where needed using the post-processor generator.  Coolant selections available |
Load the Feed & Speeds values that are saved with the currently selected Tool. See: Create/Edit Tools |
This loads the Feeds & Speeds values from the Feeds & Speeds Table file. This will display the Load Feeds from Table dialog box to make your selections.
|

|
 Did you know that MecSoft’s
Did you know that MecSoft’s MILL module allows you to customize the feeds and speeds based on the stock material being machined, the material of the cutter employed and also the operation type. This is done by archiving your desired feeds and speeds settings in an external data file. A default implementation of this table has been included with the VisualCAM product and can be found in a folder called "Materials" under the product installation directory. This xml contains the list of materials, texture, feeds and speeds. The file is located under Materials folder in the VisualCAM install directory. (C:\ProgramData\MecSoft Corporation\VisualCAM 2024\Materials). Materials folder contains the following files •FeedsSpeedsDataINCH.xml •FeedsSpeedsDataMM.xml The Feeds and speeds file is an .xml file format, which can be edited using any text editor to add newer materials. These values can then be recalled at any time to compute the feeds/speeds to be used in the current program. The format for this file is shown below.
An example entry is shown below.
|
|
 Note: This blog post is intended for advanced users who are familiar with XML text editing and have administrative access to their Windows Operating System. MecSoft’s CAM plug-ins have a built-in
Note: This blog post is intended for advanced users who are familiar with XML text editing and have administrative access to their Windows Operating System. MecSoft’s CAM plug-ins have a built-in